






















Content
- 1 What Is an RTP Beta Bag and Where Does It Fit in Pharmaceutical Operations?
- 2 How the RTP Beta Bag Connection Mechanism Works
- 3 Key Construction Features of RTP Beta Bags
- 4 Common Applications of RTP Beta Bags Across Industries
- 5 RTP Beta Bag Sizes and Configuration Options
- 6 Regulatory and Quality Considerations for Pharmaceutical-Grade Beta Bags
- 7 Best Practices for Handling and Using RTP Beta Bags Safely
What Is an RTP Beta Bag and Where Does It Fit in Pharmaceutical Operations?
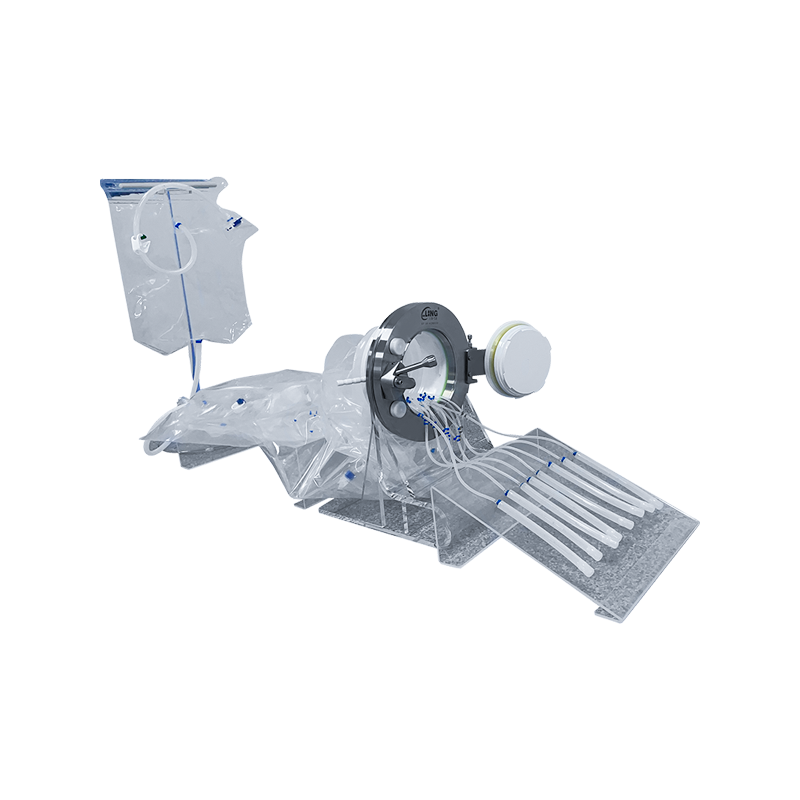
An RTP Beta Bag is a flexible, single-use containment liner that functions as the disposable half of a Rapid Transfer Port (RTP) system — a closed transfer technology widely used in pharmaceutical manufacturing, biotechnology, and advanced therapy medicinal product (ATMP) production environments. The RTP system consists of two mating components: the Alpha port, which is a permanent, reusable flange permanently mounted to an isolator, glove box, restricted access barrier system (RABS), or containment vessel; and the Beta component, which in the case of a Beta Bag is a flexible, sterile or non-sterile plastic liner fitted with a rigid Beta flange that locks onto the Alpha port. When the Beta Bag's flange is engaged with the Alpha port and the connection is activated, a continuous sealed pathway is created between the interior of the bag and the interior of the isolator — allowing materials to be transferred in or out without breaking containment, without exposing the interior environment to the outside atmosphere, and without requiring personnel to physically enter the controlled zone.
This technology addresses one of the most persistent and technically challenging problems in pharmaceutical manufacturing: how to move materials across the boundary of a controlled or hazardous environment without creating a contamination pathway in either direction. Conventional methods such as airlocks, pass-through chambers, and manual bagging operations all require at least a brief interruption of the containment boundary during transfer, creating exposure risks for both the product inside and the operators outside. The RTP Beta Bag eliminates this risk by ensuring that the only surfaces ever exposed during the transfer are those that were already on the interior of the bag and the interior of the port — surfaces that have never been in contact with the external environment.
How the RTP Beta Bag Connection Mechanism Works
The engineering behind the RTP connection system is deceptively simple in principle but requires precise manufacturing tolerances to achieve reliable containment performance across thousands of connection and disconnection cycles. Understanding the mechanism helps users appreciate why correct technique during bag connection and removal is critical to maintaining the integrity of the transfer.
The Docking Sequence
When an operator presents a Beta Bag to an Alpha port, the rigid Beta flange on the bag is aligned with the Alpha port flange and rotated — typically through 90 or 180 degrees depending on the manufacturer's design — to lock the two flanges together in a bayonet-style connection. This rotation simultaneously brings the inner faces of the two flanges into direct contact with each other, creating a sealed chamber between them that encloses what would otherwise be the exposed outer surfaces of both components. The central disc or door within the Alpha port can then be opened inward into the isolator, pulling the corresponding central section of the Beta flange with it, and creating a continuous open channel through which the contents of the bag can pass into the isolator — or materials from the isolator can pass into the bag — without any part of either internal transfer surface ever being exposed to the external atmosphere.
The Undocking Sequence
When the transfer is complete, the operator closes the central port door from inside the isolator, re-engaging the Alpha disc with the Beta flange section and re-sealing the internal surfaces within the enclosed chamber between the two flanges. The Beta flange is then rotated in the reverse direction to release the bayonet lock, and the bag — now fully disconnected — is removed with all its external surfaces intact and uncontaminated. The Alpha port's outer face, which was enclosed within the connected assembly during the transfer, is similarly re-sealed behind the closed port door, ready for the next connection cycle. The entire sequence, when performed correctly, ensures that no internal surface of either component is ever simultaneously exposed to both the isolator interior and the external environment — the fundamental principle on which RTP containment integrity depends.
Key Construction Features of RTP Beta Bags
The performance of an RTP Beta Bag in a pharmaceutical or containment application depends critically on the materials used in its construction, the dimensional accuracy of the Beta flange, and the integrity of the seal between the flexible bag body and the rigid flange component. Each of these elements is specified and controlled to meet the demanding requirements of regulated manufacturing environments.
- Bag film material: The flexible body of the Beta Bag is most commonly manufactured from multi-layer polyethylene (PE) or polypropylene (PP) film chosen for its chemical compatibility with pharmaceutical ingredients, its low extractables and leachables profile, and its ability to be gamma-irradiated for sterility without significant degradation of physical properties. Some applications require anti-static film formulations to prevent electrostatic charge accumulation when handling dry powders, and specialized film grades are available for applications requiring oxygen barrier properties or compatibility with aggressive solvents.
- Beta flange material: The rigid flange is typically injection-molded from high-density polyethylene (HDPE), polypropylene, or ABS polymer, selected for dimensional stability, chemical resistance, and compatibility with gamma sterilization. The flange geometry must conform precisely to the dimensional standard of the Alpha port series it is designed to mate with — typically the ISO 10648-2 standard or proprietary series dimensions published by manufacturers such as ChargePoint Technology, Getinge, or Dec Group.
- Flange-to-film seal: The joint between the rigid Beta flange and the flexible film bag body is a critical containment interface. It is typically formed by thermal welding, ultrasonic welding, or overmolding during manufacture, and must withstand the mechanical stresses of repeated handling, filling, and transfer operations without developing pinholes, cracks, or delamination. Manufacturers validate this seal through pressure decay testing, visual inspection, and in some cases dye penetration or helium leak testing to demonstrate containment integrity.
- Sterilization compatibility: Beta Bags intended for sterile pharmaceutical manufacturing are typically supplied pre-sterilized by gamma irradiation at a validated dose of 25–50 kGy. The bag and flange materials must maintain their physical and chemical properties within acceptable limits after irradiation, and the sterile packaging must provide validated microbial barrier performance until the moment of use.
Common Applications of RTP Beta Bags Across Industries
The RTP Beta Bag system is deployed across a broad range of industries wherever closed transfer of materials into or out of controlled environments is required. The specific configuration — bag size, film material, flange size, sterilization status — varies considerably between application areas, but the underlying transfer principle is consistent across all uses.
| Industry | Typical Use Case | Key Requirement |
| Pharmaceutical Manufacturing | Charging APIs into isolators, sampling from containment vessels | Sterility assurance, low extractables |
| Highly Potent API (HPAPI) Processing | Transferring OEB 4/5 compounds without operator exposure | Operator protection, containment integrity |
| Biotechnology / Cell Therapy | Introducing media, reagents, or harvested cells into closed bioreactor systems | Sterile transfer, gamma compatibility |
| Nuclear / Radiopharmaceutical | Moving radioactive materials into and out of hot cells | Radiation resistance, zero contamination spread |
| Defence / CBRN | Transferring samples or equipment into decontamination isolators | Absolute barrier, chemical resistance |
RTP Beta Bag Sizes and Configuration Options
RTP Beta Bags are available in a range of standardized sizes and configurations to accommodate the wide variety of transfer volumes and operational conditions encountered across pharmaceutical and industrial applications. Selecting the correct configuration requires matching the bag capacity, flange size, and accessory features to the specific process requirements rather than defaulting to the most commonly stocked option.
Flange Size Standards
The most widely adopted RTP flange size standard in pharmaceutical manufacturing is the 105mm diameter series, which provides a transfer opening large enough to pass most solid dosage form intermediates, small equipment items, and sampling containers. Larger 190mm and 315mm diameter flanges are available for applications requiring the transfer of bulkier items, larger equipment components, or high-flow-rate powder or liquid streams. The flange size selected must match the Alpha port installed on the isolator or containment vessel — cross-series connections are not physically possible by design, which prevents inadvertent connection of incompatible components.
Bag Volume and Geometry Options
Beta Bags are available in pillow-style flat configurations ranging from approximately 2 liters to 200 liters or more, as well as in gusseted and form-stable geometries that maintain their shape when partially filled. For powder transfer applications, bags with inner liners or anti-static coatings reduce the tendency of fine particles to cling to the bag walls and complicate complete discharge. For liquid transfer, bags with integrated port fittings — such as tube ports for pumped transfer or Luer connectors for small-volume liquid additions — provide additional flexibility beyond the primary RTP opening.
Pre-Attached Accessories
Many manufacturers offer Beta Bags with pre-attached accessories that extend their utility for specific transfer operations. Common options include secondary Beta flanges on the opposite end of the bag — allowing a filled bag to be transferred sequentially through two Alpha ports without repackaging the contents — integral sampling ports for withdrawing aliquots without breaking the primary containment, and tamper-evident seals or security labels that provide audit trail documentation of bag integrity between filling and use. Custom configurations with customer-specified dimensions, film grades, or accessory combinations are routinely available from major suppliers with appropriate minimum order quantities.
Regulatory and Quality Considerations for Pharmaceutical-Grade Beta Bags
In regulated pharmaceutical manufacturing environments, the selection and use of RTP Beta Bags must be supported by documented evidence of fitness for purpose that satisfies the expectations of regulatory authorities including the FDA, EMA, and PMDA. The documentation requirements are substantial and should be understood before selecting a supplier.
- Extractables and leachables (E&L) data: Film materials in contact with pharmaceutical products must be characterized for their chemical extractables profile under representative extraction conditions, and a leachables risk assessment must confirm that no extracted substance migrates into the product at toxicologically significant levels during the intended use period. Suppliers of pharmaceutical-grade Beta Bags should provide E&L study data for each film construction they offer.
- Sterility validation: Pre-sterilized Beta Bags must be validated by the supplier using a recognized sterilization validation standard such as ISO 11137, with documented bioburden data, sterilization dose mapping, and sterility assurance level (SAL) calculations demonstrating achievement of at least SAL 10⁻⁶. Certificates of sterilization and traceability to individual gamma irradiation batch records should accompany each lot.
- Change notification agreements: Pharmaceutical manufacturers must have change notification agreements in place with Beta Bag suppliers to ensure they are informed of any changes to materials, manufacturing processes, or sterilization procedures that could affect product compatibility or regulatory filing status. This is a standard expectation in FDA and EMA supplier qualification frameworks.
- Containment performance qualification: The containment performance of the RTP system — both the Alpha port and the Beta Bag — should be verified by surrogate powder testing using methodologies such as the ISPE good practice guide for assessing particulate containment performance, demonstrating that the system achieves the required occupational exposure band (OEB) containment level under representative operating conditions.
Best Practices for Handling and Using RTP Beta Bags Safely
Even a correctly specified and qualified RTP Beta Bag system will fail to deliver its intended containment performance if operators do not follow established handling and connection procedures consistently. Human technique is the most variable element in the RTP transfer process, and training deficiencies are the most common root cause of containment failures identified in pharmaceutical manufacturing investigations.
Before connecting any Beta Bag to an Alpha port, the operator should inspect the bag and flange visually for signs of damage, film puncture, flange cracks, or compromised sterile packaging. Any bag showing damage or packaging integrity loss should be quarantined and not used. The outer surface of the Beta flange and the Alpha port face should be decontaminated with an appropriate disinfectant agent — validated for the specific organisms of concern in the environment — and allowed to dry completely before connection, as residual liquid can compromise the seal interface and introduce moisture into the isolator.
During the connection sequence, the operator must ensure that the Beta flange is fully engaged in the bayonet lock position before attempting to open the Alpha port door. Partial engagement is a common user error that creates a gap in the containment boundary at the flange interface and can result in either product loss or operator exposure depending on the transfer direction. Post-transfer, used Beta Bags containing residual active pharmaceutical ingredient must be disposed of according to the site's contained waste disposal procedures — typically double-bagged in secondary containment prior to autoclave treatment or incineration — to prevent secondary exposure during waste handling operations.
















{kind=link}