






















Content
- 1 What Is an Electric Diaphragm Valve and How Does It Work?
- 2 Aseptic Design Features That Prevent Contamination
- 3 Key Industries and Applications
- 4 Advantages of Electric Actuation Over Pneumatic in Aseptic Systems
- 5 CIP and SIP Compatibility: What You Must Verify
- 6 How to Select the Right Electric Diaphragm Valve
- 7 Maintenance Practices That Extend Valve Service Life
- 8 Standards and Certifications to Look For
Electric diaphragm valves have become an indispensable component in industries where product purity, sterility, and process reliability are non-negotiable. Unlike manually operated or pneumatically actuated alternatives, electric diaphragm valves offer precise, automated flow control with repeatable positioning accuracy — making them the preferred choice for aseptic applications in pharmaceutical manufacturing, biotechnology, food processing, and ultrapure water systems. This article examines how these valves are constructed, why their aseptic design matters, and how to select and maintain them correctly for demanding clean-process environments.
What Is an Electric Diaphragm Valve and How Does It Work?
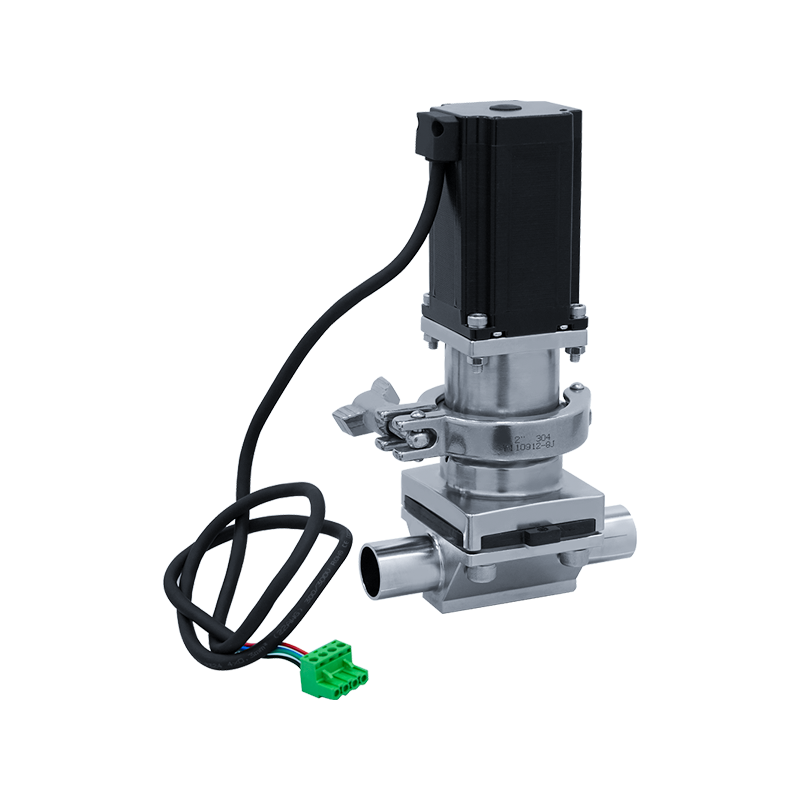
An electric diaphragm valve is a type of linear actuated valve that uses a flexible membrane — the diaphragm — to open, close, or throttle fluid flow through a valve body. The diaphragm acts as both the flow control element and the seal, physically separating the fluid pathway from all mechanical actuating components. This separation is the fundamental design feature that makes diaphragm valves uniquely suited to hygienic and sterile applications.
The electric actuator replaces the manual handwheel or pneumatic cylinder found in traditional diaphragm valve configurations. It typically consists of an electric motor, a gearbox or lead screw mechanism, and a control interface that converts electrical signals into precise linear movement. When a signal is received — from a PLC, DCS, or direct control input — the actuator drives the compressor downward onto the diaphragm, pressing it against the valve body weir to stop flow. Reversing the motor lifts the compressor, allowing the diaphragm to flex back into its open position and restore fluid passage.
Because the actuator communicates with process control systems digitally or via analog 4–20 mA signals, electric diaphragm valves can be integrated seamlessly into automated production lines, enabling remote operation, data logging, and feedback control without manual intervention.
Aseptic Design Features That Prevent Contamination
The defining characteristic of aseptic diaphragm valves is their ability to maintain complete product integrity without introducing biological, chemical, or particulate contamination into the fluid stream. Every element of the valve design is engineered with this goal in mind.
Diaphragm Material Selection
The diaphragm is the most critical wetted component in the valve. For aseptic applications, diaphragms are manufactured from PTFE (polytetrafluoroethylene), EPDM (ethylene propylene diene monomer), or composite PTFE-over-EPDM constructions. PTFE-lined diaphragms offer exceptional chemical resistance and a non-stick surface that resists microbial adhesion, while EPDM provides the elasticity necessary for a reliable seal across a wide range of temperatures and pressures. The combination of both materials — PTFE on the wetted face and EPDM as the backing — delivers chemical inertness alongside mechanical resilience, which is why it dominates pharmaceutical diaphragm valve specifications.
Crevice-Free Valve Body Construction
Aseptic diaphragm valve bodies are precision-machined to eliminate dead legs, crevices, and areas where fluid can pool or stagnate. The internal geometry follows a smooth, self-draining profile that allows complete evacuation of product and cleaning agents during Clean-in-Place (CIP) and Steam-in-Place (SIP) cycles. Bodies are typically constructed from 316L stainless steel, chosen for its low carbon content, superior corrosion resistance, and biocompatibility with pharmaceutical and food-grade substances.
Surface Finish Standards
Internal surface roughness is measured in Ra (average roughness) values. For aseptic applications, a maximum Ra of 0.8 µm is typically required, and many high-purity systems demand Ra ≤ 0.4 µm or even electropolished finishes. Smoother surfaces reduce the sites where biofilm can establish and make cleaning validation more reliable and reproducible. Valve manufacturers serving the pharmaceutical sector provide surface finish documentation and certification to support regulatory submissions.
Sterile Barrier and Bonnet Design
In aseptic diaphragm valves, the bonnet — the upper housing that contains the actuating mechanism — is sealed from the product zone entirely by the diaphragm. This means lubricants, metal particles, or any contamination originating in the actuator assembly can never reach the process fluid. Some designs incorporate a secondary containment space between the diaphragm and the bonnet for additional safety in critical applications.
Key Industries and Applications
Electric aseptic diaphragm valves serve a broad range of industries where purity and process control are essential. The table below summarizes the primary sectors and specific applications where these valves are routinely specified:
| Industry | Typical Application | Key Requirement |
| Pharmaceutical | Water for Injection (WFI) distribution loops | Zero microbial contamination, full drainability |
| Biotechnology | Bioreactor media and buffer handling | SIP/CIP compatibility, chemical resistance |
| Food & Beverage | Dairy processing, juice filling, brewing | FDA/EC 1935/2004 material compliance |
| Semiconductor / Electronics | Ultra-high purity chemical distribution | Particle-free, non-outgassing materials |
| Cosmetics | Filling and transfer of creams and emulsions | Product compatibility, easy cleaning |
In pharmaceutical manufacturing specifically, electric diaphragm valves control flow in Water for Injection (WFI) loops — systems that circulate ultrapure water continuously at elevated temperatures (typically 70–80°C) to prevent microbial growth. The ability to automate valve actuation and log every open/close event is essential for meeting 21 CFR Part 11 electronic records requirements in US FDA-regulated facilities.
In the food and beverage sector, these valves handle everything from raw milk intake and pasteurized product transfer to aseptic filling of juices and liquid dairy products. Regulatory compliance with EC 1935/2004 (food contact materials in Europe) and FDA 21 CFR standards governs material selection, and most reputable manufacturers supply full material traceability documentation for each valve.
Advantages of Electric Actuation Over Pneumatic in Aseptic Systems
While pneumatically actuated diaphragm valves remain common in many plants, electric actuation offers specific advantages that make it the preferred choice in modern, digitally integrated facilities and in environments where compressed air quality or availability is a constraint.
- No Compressed Air Infrastructure Required: Electric actuators eliminate the need for instrument air lines, dryers, and compressors — reducing installation complexity and removing the risk of oil or moisture contamination from the air supply reaching valve components.
- Precise Intermediate Positioning: Electric actuators can hold any position between fully open and fully closed, enabling accurate throttling control. Pneumatic actuators are inherently binary (open/close) unless paired with expensive positioners.
- Position Feedback and Diagnostics: Most electric actuators incorporate encoders or potentiometers that continuously report valve position to the control system. This enables real-time monitoring, fault detection, and predictive maintenance scheduling.
- Energy Efficiency: Electric actuators consume power only when moving, making them more energy-efficient than pneumatic systems that require continuous compressed air generation.
- Integration with Digital Control Systems: Native compatibility with fieldbus protocols (PROFIBUS, PROFINET, EtherNet/IP, IO-Link) simplifies integration into Industry 4.0 and pharmaceutical batch automation architectures.
CIP and SIP Compatibility: What You Must Verify
Clean-in-Place (CIP) and Steam-in-Place (SIP) are the standard cleaning and sterilization methods used in pharmaceutical and food processing. Any valve installed in a hygienic process line must withstand the chemical concentrations, temperatures, and pressure cycles involved in these procedures without degrading or compromising its seal integrity.
CIP cycles typically involve caustic solutions (1–2% NaOH) and acid rinses (0.5–1% HNO3 or phosphoric acid) at temperatures between 70°C and 90°C. SIP cycles use saturated steam at 121°C to 134°C, held for defined dwell times to achieve sterility assurance levels compliant with pharmacopoeial requirements. EPDM and PTFE diaphragms are rated for these conditions, but the specific temperature and chemical resistance limits vary by compound formulation — always request the manufacturer's full resistance data sheets before specification.
The electric actuator housing must also be protected during CIP and SIP operations. IP67 or IP69K-rated enclosures resist high-pressure water jets and washdown conditions common in food and pharmaceutical cleaning protocols. Confirm the ingress protection rating of the actuator before installation in environments that undergo regular washdown.
How to Select the Right Electric Diaphragm Valve
Selecting the correct electric diaphragm valve requires evaluating multiple interdependent parameters. Using a structured selection process prevents mismatches that lead to premature failure, cleaning validation problems, or regulatory non-compliance.
- Process Fluid Compatibility: Identify all substances the valve will contact — including CIP chemicals and SIP steam — and verify material compatibility for the valve body, diaphragm, and all seals.
- Operating Pressure and Temperature: Confirm that the valve's rated working pressure and temperature range encompass all normal operating and cleaning cycle conditions with an adequate safety margin.
- Valve Size and Flow Coefficient (Kv): Size the valve based on required flow rates and pressure drop calculations. Oversized valves operated near closed position have poor control resolution; undersized valves create excessive pressure drop.
- Control Signal and Protocol: Specify the control input type (on/off, 4–20 mA analog, digital fieldbus) based on your automation architecture before ordering the actuator.
- Regulatory Documentation: For pharmaceutical applications, request FDA/EC material compliance certificates, surface finish reports (Ra values), and pressure test certificates. These documents are required for installation qualification (IQ) and operational qualification (OQ) protocols.
- Fail-Safe Position: Determine whether the valve must fail open or fail closed in the event of a power loss. Electric actuators can be configured with spring-return mechanisms or battery backup to achieve the required fail-safe position.
Maintenance Practices That Extend Valve Service Life
Even the highest-quality electric diaphragm valves require a structured maintenance program to sustain their performance and sterility assurance over the full service life. The diaphragm is the primary wear component and should be inspected and replaced according to the manufacturer's recommended cycle counts or time intervals — whichever comes first.
- Diaphragm Inspection: During planned shutdowns, remove and inspect diaphragms for thinning, cracking, pinholing, or permanent deformation. Any sign of compromise requires immediate replacement — a failed diaphragm can allow process fluid to enter the actuator and actuator contamination to enter the product stream.
- Actuator Calibration Check: Verify that the actuator's open and closed positions correspond accurately to the commanded signal. Drift in position feedback can lead to incomplete closure and process leakage.
- Torque and Compression Verification: Confirm that diaphragm compression force remains within the valve manufacturer's specified range. Excessive compression accelerates diaphragm fatigue; insufficient compression allows leakage past the weir.
- Electrical Connection Integrity: Inspect cable entries, conduit seals, and terminal connections for moisture ingress or corrosion, particularly in high-humidity washdown environments.
- Cycle Count Logging: Use actuator diagnostic data to track total cycle counts per valve. High-frequency valves in WFI loops or filling lines may accumulate millions of cycles per year, requiring shorter diaphragm replacement intervals than infrequently operated isolation valves.
Standards and Certifications to Look For
Purchasing electric diaphragm valves from manufacturers who comply with recognized international standards is essential for regulated industries. The most relevant standards and certifications include ASME BPE (Bioprocessing Equipment) for dimensional and surface finish requirements in pharmaceutical systems, EHEDG (European Hygienic Engineering and Design Group) certification for food processing equipment, 3-A Sanitary Standards for dairy and food applications in North America, and ISO 9001 quality management system certification for the manufacturing facility itself. In addition, CE marking is mandatory for equipment sold in the European Economic Area, and ATEX certification is required for valves installed in potentially explosive atmospheres.
When procuring valves for GMP-regulated pharmaceutical facilities, also confirm that the manufacturer can supply a Validation Support Package — a documented set of technical data including material certifications, dimensional drawings, operating instructions, and change notification procedures — to support your facility's qualification and validation activities efficiently.
















{kind=link}